
IMPORTANT COMPANY ANNOUNCEMENT
After many rewarding years of proudly serving the deep hole drilling industry, Sterling Gun Drills, Inc. will conclude its operations effective December 31, 2025. This decision was made with great thought and care - for our customers, our employees, and the legacy of precision craftsmanship that Sterling has upheld for decades.To ensure you continue to receive the same high-quality products, services, and technical expertise you’ve come to expect, all ongoing business, open orders, and future inquiries will transition to Drill Masters Eldorado Tool, Inc. as of January 1, 2026. Additionally, all customer payments made after December 31, 2025, should be made out to Drill Masters Eldorado Tool Inc.
- All new orders taken after November 14, 2025, will be forwarded and fulfilled by Drill Masters Eldorado Tool.
- Beginning December 1, 2025, please direct all new orders, quotations, and inquiries to:

On behalf of everyone at Sterling Gun Drills, I want to express my deepest gratitude for your loyalty, trust, and partnership over the years. It has been an honor to support your success and to be a part of your continued growth.
 Supplier Transition Letter. Customer Transition Letter.
Supplier Transition Letter. Customer Transition Letter.
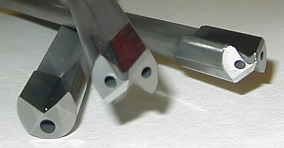
As a leading manufacturer of deep hole drills, Sterling Gun Drills continues to build our reputation for personal service and practical solutions for production requirements, large and small. We match the correct drill, standard or special, to the intended material and application.
Our customers can depend on us for prompt, efficient response and quality products that attest to our expertise in engineering and manufacturing. As part of our scrupulous inspection procedure, we test 100% of our drills .375" and under for assembly integrity, leakage, and specified oil flow.
See some common uses of our drills.
Gundrilling Guidelines
Solid carbide flute gun drill production delay is over.
Learn More.
Our Mission:
To provide our customers with the finest gun drills and the best technical support, at the most reasonable price.
Great Stock
We stock over 600 gun drill sizes and offer quick delivery specials for all your applications on gundrilling equipment and manual or CNC machines. We also sharpen and recondition gun drills of any manufacture.
Expert Technical Applications Engineering!
Gun drill on manual and CNC lathes and mills! Gun drill all types of metals, woods, composites! Optimize performance on gundrilling equipment! Contact Doug Holley with any question regarding your application.